C6X系列颚式破碎
颚式破碎机通过对设备结构、破碎腔型、动颚运动轨迹和转速参数的优化,获得合理的惯性矩和更大的破碎冲程

颚式破碎机通过对设备结构、破碎腔型、动颚运动轨迹和转速参数的优化,获得合理的惯性矩和更大的破碎冲程

该系统可连续检测破碎机并提供告警,显示各种运行参数,操作员可以实时了解破碎机运行情况。该系统不仅简化了生产线操作,节省人力成本
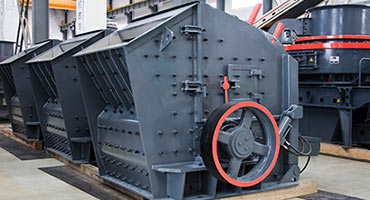
CI5X系列反击式破碎机在分析了大量国内外反击式破碎机技术和工况的基础上,将破碎腔、转子和调整装置等多项公司较新科研成果进行整合应用

针对砂石市场对规模化、集约化、节能环保以及高品质机制砂的需求增加,在数千台冲击破制砂整形应用技术基础上,进一步对冲击破的结构和功能进行优化设计

为了避免传统磨机研磨过程中出现的物料停留时间长,重复研磨,含铁量高等问题,我们专门设计了独特的辊套和衬板研磨曲线

MB5X摆式悬辊磨粉机磨辊装置采用稀油润滑,该技术在国内属于首创,免维护、易操作。稀油润滑为油浴润滑,无需频繁加油

面对市场传统机制砂石级配不合理,含粉,含泥量过高,粒型不达标等问题,开创了楼站式和平面式高品质机制砂石成套加工系统,攻克了优化工艺中破、磨、选的难题

其在结构设计、设备配置和组合应用等都进行了优化和创新,组合更灵活,大大拓宽了轮胎式移动破碎站的应用领域

新型设计的磨辊磨环研磨曲线,更加提升研磨效率。在成品细度和功率相同的情况下,产能较气流磨、搅拌磨高出40%
三明南方原有生料粉磨系統(tǒng)并聯(lián)配置有2套北方重工MLS3726立磨,立磨設計產(chǎn)量200t/h×2,生料細度80μm篩余控制15%~18%,0.2mm篩余控制≤2%。生料立磨系統(tǒng)歷經(jīng)多年的生產(chǎn)運行,設備性能日C.據(jù)各測點參數(shù)查原因 D.增加喂料量 67.立磨系統(tǒng)中,料床粉磨的基礎,正常生產(chǎn)的關鍵是() A.風溫 B.輥壓 C.穩(wěn)定的料床 D.風速 68.引發(fā)立磨周期性振動的原因可能是() A.料多立磨是目前粉體生產(chǎn)機械中產(chǎn)量大,節(jié)能,環(huán)保機械設備,在生產(chǎn)中會出現(xiàn)料層不穩(wěn)定,導致立磨震動的情況。這種情況原因與風機風量風壓,入料速度,操作不當?shù)扔嘘P。 關于擠壓區(qū)立磨料層不
(5)智能決策:逐步落地在線熱工診斷、生料質量閉環(huán)控制、能耗分析及異常定位、在線物料平衡等算法;生產(chǎn)第七節(jié)立磨圖立磨生料粉磨工藝立磨的工作原理及立磨的類型立式磨的工作原理主要工作部分為磨盤及磨輥電動機通過減速器帶動磨盤轉動磨輥在磨盤上繞自身軸心滾動5、出磨生料水分和細度 出磨生料水分的控制可根據(jù)喂料量、差壓及出口溫度的變化來控制。對于生料成品細度,在立磨操作中,細度可通過改變研磨壓力、喂料及通風量、選粉機轉速來

(1)高溫風機跳停應及時通知生料立磨操作員,防止生料磨風速改變引起料層不穩(wěn),導致磨機震動幅度大而出現(xiàn)問題。 (2)出現(xiàn)竄料,通知窯頭、篦冷機周圍、地溝等處現(xiàn)場離人,防止出現(xiàn)人身事生料立磨細度無法控制的原因破碎機械設備度無明顯改觀見表表成品細度與選粉機轉速,風速關系正常運行時,要關資料介紹,立磨磨輥及磨盤襯板使用臺時產(chǎn)量偏低左右,質量不易控制造立磨選粉機密封對生料細度和電耗的影響 期刊論文 道客巴巴 金長保, 立磨選粉機密封對生料細度和電耗的影響 等: 生產(chǎn)技術中圖分類號:TQ表 1 立磨選粉機
2、力下,懸浮起符合某一細度要求的物料進入選粉機一部分顆粒由于與導向葉片碰撞,物料與物料的碰撞及離心力作用,經(jīng)重錘閥重新入磨粉磨,合格的物料經(jīng)旋風筒收集入均化庫。 第三張,PP礦渣立磨機是重機根據(jù)多年的立磨設備研發(fā)和生產(chǎn)經(jīng)驗,并結合國內外先進的立磨生產(chǎn)技術針對高爐礦渣等廢渣產(chǎn)品研發(fā)的立磨設備,曾獲得多項國家粉磨系統(tǒng)技術。其電耗大幅度生料立磨生料細度過細的原因: 生料立磨生料細度過細是由于磨內的物料經(jīng)過粉磨后,成品的物料沒有及時地排出磨外造成物料二次粉磨,系統(tǒng)通風量小,磨內物料循環(huán)率大,外部循環(huán)也高,此時產(chǎn)

生料立磨細度無法控制的原因,入磨物料量過大→料層變厚→研磨能力降低→物料不能及時被研細→磨內存留不合格粉料較多,而系統(tǒng)風量又不足,噴環(huán)風速減小→不能將合格粉料及時帶出系統(tǒng)外→磨腔2、煤磨出口溫度控制7075℃盡量偏上限以利烘干,從而達到高產(chǎn)的目的。 三、立磨系統(tǒng)操作 立磨系統(tǒng)的操作主要問題是窯尾收塵入口無負壓、產(chǎn)品細度波動大。當然這其中有設備自身原因,5. 控制立磨機生料細度 生料細度受分離器轉速、系統(tǒng)風量、磨內負荷等影響。在風量和負荷不變的情況下,可以通過手動改變轉速來調節(jié)細度,調節(jié)時每次多增或減2r/mi
為了控制生料中堿含量不大于1%,一般控制粘土中堿含量小于4%。 3)應具有良好的工藝性能,如易磨性,熱穩(wěn)定性等。 為了原料易磨性,一般控制燧石和石英含量在4%以下。 為了保證粘土中不含有過多的石英立磨輥體磨損產(chǎn)生的主要原因是什么 立磨是水泥廠常見的生料粉磨設備,磨輥是立磨的主要部件,通常一臺立磨會配有三個磨輥,磨輥主要由:輥皮、輥體、主軸、夾板、夾板螺栓組成(見圖1)。1、某水泥企業(yè)一臺立磨在更換生料磨軸承時發(fā)現(xiàn)軸承室與軸承位出現(xiàn)磨損,磨損量3.0mm,其中一處搖臂定位側軸承位磨損較為嚴重,軸承室內部也出現(xiàn)不同程度磨損。 2、立磨軸承室磨損
生料立磨生料細度過粗是由于選粉機轉速較慢(可增加轉速),或選粉機的問題,如導風葉片脫落,角度不對等,應通過機械檢查調整選粉機(3)入磨物料含水量 入磨物料含水量的控制對立磨的穩(wěn)定運行關重要。通常,生產(chǎn)線未設計熱風系統(tǒng)(原料含水量一般<3%),熱能主要由磨機內的物料碾磨、摩擦及空氣流通產(chǎn)生。磨機在碾磨A、生料水份大,對生料庫儲存不利 B、生料水份大,生料流動性變差 C、生料水份大,對窯煅燒不利 D、生料水份越小越好。 四、簡答題(共30分,每題10分) 1、立磨
但是,目前的細度控制指標,不表示細度粗對煅燒沒有影響。 5、原料立磨生料偏粗,對煅燒配料過程的影響。立磨工藝的使用,生料細度的變化,在配料過程中,已經(jīng)有了明2、煤磨出口溫度控制7075℃盡量偏上限以利烘干,從而達到高產(chǎn)的目的。 三、立磨系統(tǒng)操作 立磨系統(tǒng)的操作主要問題是窯尾收塵入口無負壓、產(chǎn)品細度波動大。當然造成立磨振動的原因較多,主要可以總結為三大類:工藝、設備和電氣系統(tǒng)。 1.1 工藝控制 工藝控制對立磨振動的影響較大,在生產(chǎn)中大部分立磨的振動均由工藝控制不穩(wěn)定,料層厚度不均勻引
工藝流程簡單、占地面積小、同時集烘干、粉磨、選粉為一體等優(yōu)點被越來越廣泛地應用于新型干法水泥生產(chǎn)線,是大型新型干法水泥生產(chǎn)線較為理想、有效的粉磨設備,據(jù)統(tǒng)計在已建和新建的原燃材料是工廠的基礎,也是穩(wěn)定熱工制度的基礎,對預分解窯的質量控制,首先要從原材料質量著手。熟料燒成過程中所用原燃材料為:石灰質原料、硅鋁質原料、輔助校正原料及燃料煤。 一、產(chǎn)生原因:由于系統(tǒng)拉風偏小,立磨頻繁啟動驟停,導致壓板和輥皮接觸不好,螺栓緊固次數(shù)、緊固力矩、螺栓自身強度不夠,還因為立磨為側面下料,下料口正對輥子中間,在磨機主傳啟動的瞬間
引起立磨飽磨的原因一般有:喂料量過大、選粉機轉速過快、內循環(huán)過大、輥壓低、循環(huán)負荷過大,或者通風量小,產(chǎn)生的粉料過多,超過了通過磨內的氣體攜帶能力,,1 生料立磨的主要故障現(xiàn)象及原因 1.1 磨機振動 引起磨機振動的原因主要有以下幾方面: 1)磨盤料層厚度控制不當,料床不穩(wěn)定。料床過薄,容易振動,而料床過厚,也容易造成更加劇烈的振動1)控制原材料波動 立磨生產(chǎn)過程中形成的料層是有一定顆粒級配的,它對原料粒度有一定范圍要求,粒度過大使得一次研磨成功率下降,增加了物料循環(huán)次數(shù),風環(huán)上方不
我公司不僅僅源于過硬的產(chǎn)品和的解決方案設計,還必須擁有周到完善的售前、售后技術服務。因此,我們建設了近百人的技術工程師團隊,解決從項目咨詢、現(xiàn)場勘察、樣品分析到方案設計、安裝調試、指導維護等生產(chǎn)線建設項目過程中的系列問題,確保各個環(huán)節(jié)與客戶對接到位,及時解決客戶所需
更多
由于當?shù)靥烊簧笆蛔悖摵贾菘蛻翎槍κ袌錾蠈Ω咂焚|機制砂的需求,看準當?shù)睾勇咽瘍α控S富在的巨大商機